

Sellerullgruppon vöökonveieri põhikomponent, mis vastutab konveierilindi toetamise ja jooksutakistuse vähendamise eest. Selle montaažikvaliteet mõjutab otseselt konveieri stabiilsust, kasutusaja ja töötavat müra. Järgnev kirjeldab rullgrupi kokkupaneku peamisi punkte neljast mõõtmest: koosseisu eelne ettevalmistamine, tuuma kokkupanekuprotsess, et tagada standardiseeritud ja tõhus monteerimisprotsess.
1. Eelne ettevalmistamine: pange vundament ja vältige riske
Enne kokkupanekut tuleb kolm põhilist ülesannet - "Materiaalne ülevaatus, tööriistade valmistamine ja keskkonna puhastamine" - peab olema lõpule viidud, et vältida eelnevatest väljajätmistest põhjustatud ümbertegemist või kvaliteetseid ohte.
1.1 Materjalide loendamine ja kvaliteedikontroll
● Kontrollige rullgrupi põhikomponente ükshaaval: rullid (sealhulgas rullkehad, laagri korpused, laagrid ja õlitihendid), sulgud, võllid, kinnitusdetailid (poldid, pähklid, seibid) jne.
● Võtmekomponentide kvaliteetne sõelumine:
◆ Rulli korpus: pinnal pole muhke, deformatsiooni ega rooste; Ühtne seina paksus (saadaval on kohapeal koos kaliibriga); Mõlemas otsas olevad laagri korpused on kindlalt keevitatud (valede keevitamine ega praod puuduvad).
◆ Laagrid: painduv pöörlemine ilma segamise või ebanormaalse mürata; puutumata tihendi katted (tolmu ja õli sisenemise vältimiseks); Mudelid vastavad joonistele (nt Deep Groove'i kuullaagrid 6204, 6205).
◆ SLASTUSED: materjal vastab nõuetele (enamasti Q235 terasest); Keevitusühendustel pole mingeid häid ega deformatsioone; Kinnitusaukude täpne asukoht (augu läbimõõt vastab poltidele, veaga ≤ 0,5 mm).
1.2 Tööriist ja lisamaterjali ettevalmistamine
● Olulised tööriistad: pöördemomendi mutrivõtme (poldi pingutamise pöördemomendi tagamiseks kriitiline), reguleeritav mutrivõtme, kuusnurkne pistikupesa mutrivõtme, nihik (mõõtmete mõõtmiseks), Feremer Gauge (lünkade mõõtmiseks), kummihaamer (komponentide kahjustuste vältimiseks kõva koputamisega), kanderingist sisse lülitatud (E.G. -s).
● Lisamaterjalid: määrded (laagrite sobitamine, näiteks liitiumipõhine määrde nr 2, mida kasutatakse laagri määrimiseks), rooste inhibiitor (pihustatud sulgude keevitusliigestele pärast montaaži), puhastuslapi puhastamist (õliplekkide pühkimiseks ja komponentide pühkimiseks).
1.3 Assamblee keskkonna nõuded
● Sait peaks olema tasane ja kuiv, vältides niisket keskkonda (komponentide roostetamise vältimiseks) ja tolmust keskkonda (et lisandid laagrisse siseneda).
● Pange kaitsepadjad (nt kummist padjad, puitlauad), et vältida rullkorpuse kriimustusi, mis on põhjustatud otsesest kontaktist maapinnaga.
2. südamiku kokkupanemise protsess: toimige järjestuses ja tagage täpsus
KokkupanekrullgruppPeaks järgima järjestust "Esmalt monteerige rull -seade → seejärel koondage sulg → Lõpuks parandage ja kontrollige". Täpsust tuleb kontrollida igas etapis, et vältida komponentide valesti viimist.
1. samm: rullüksuse komplekt (südamiku südamik)
Rulliüksus on rulligrupi "täitmisüksus", mis koosneb rullkorpusest, laagritest, võllist ja õlitihendist. Kokkupaneku ajal keskenduge "paindlike laagrite ja usaldusväärse tihendamise" tagamisele.
1.1 Laagrite ja laagrite kokkupanek
Esiteks kandke laagri korpuse siseseinale väike kogus määrdeid (õhuke kiht, mis katab siseseina, piisab; liigne määrde võib põhjustada laagri soojenemise).
● Kasutage laagri laagri korpusesse sujuvaks vajutamiseks vajutamist (jõu manustamispunkt on laagri välimine rõngas; sisemise rõnga vajutamine on keelatud). Veenduge, et laagri ja laagri korpuse vahel pole lõhet (saadaval on kontrollimismõõtur, mille vahe on ≤ 0,05 mm).
● Paigaldage õlitihend: manustage õlitihend (enamasti topelthuultõli tihend) laagri korpuse soonesse. Veenduge, et õlitihend oleks laagri välimise rõnga külge tihedalt kinnitatud ilma kõrvalekaldeta (et leevendada määrde leket või tolmu sisenemist töö ajal).
1.2 Võlli ja rullkorpuse kokkupanek
● Minge võll (sileda pinnaga ja ilma uinuta) läbi laagri sisemise rõnga rulli korpuse ühes otsas ja lükake see õrnalt laagrisse siserõngasse teises otsas. Veenduge, et võll on täielikult kinnitatud kanderingi külge (pole lõtvust).
● rullkorpuse pöörlemiskatse: pöörake rull korpus käsitsi; See peaks pöörduma paindlikult ilma segamata ega ebanormaalse mürata ning pöörlemis inerts peaks olema ühtlane ("ei" kokuv tunne "). Kui toimub segamine, lagendage lahti ja kontrollige, kas laager on paigaldatud tagurpidi või on lisandeid.
2. samm: rullüksuse ja sulgude kokkupanek
Slass on rullrühma "tugiraam". Konveierilindi kõrvalekalde vältimiseks on vaja tagada rullüksuse täpne asukoht sulgudele.
2.1 Rulliüksuse positsioneerimine
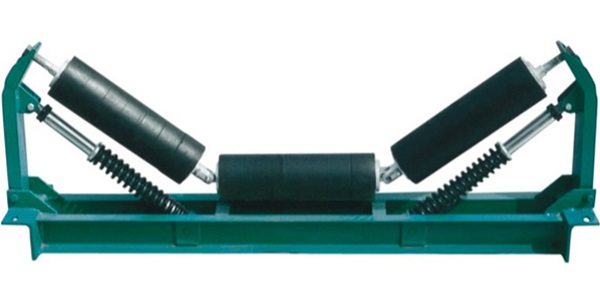
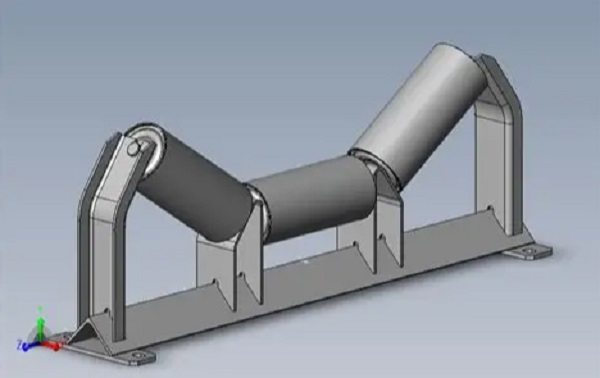
● Vastavalt jooniste nõuetele asetage kokkupandud rullüksused (ühe rullrühm sisaldab tavaliselt 2-5 rullikoosseid; näiteks "paralleelne rullrühm" sisaldab 3 ühikut ja "künarullirühm" sisaldab 2 külgrulli + 1 keskmist rulli), mis asuvad kilamisse kinnituskilgasse.
● Erilist tähelepanu tuleks pöörata künarullirühmale: külgrulli ja keskmise rulli vaheline nurk (tavaliselt 30 °, 35 °, 45 ° vastavalt joonistusnõuetele) tuleks mõõta nurga joonlaudaga, viga ≤ 1 ° (nurga kõrvalekalmine põhjustab konveieri vööl ebaühtlast jõudu, mis viib kergesti kõrvalekaldena).
2.2 poldi kinnitamine
● Löö poldid läbi sulgude kinnitusavade ja rullüksuse laagri korpuse augud, pange seibid selga (lameda seib + vedruvesi, et vältida lõdvenemist) ja pingutage pähklid kõigepealt käsitsi.
● Kasutage poltide pingutamiseks pöördemomendi mutrivõtit vastavalt joonistustes määratletud pöördemomendile (nt M10 poltide pöördemoment on tavaliselt 25-30N · m ja M8 poltide puhul 15-20n · m). Liigne pöördemoment (mis võib põhjustada poltide purunemist) või ebapiisavat pöördemomenti (mis võib töö ajal lõdvenemise põhjustada) on keelatud.
● Pingutusjärjestus: pingutage sümmeetriliselt (nt 4 polti tuleks sulgude deformatsiooni vältimiseks pingutada "diagonaalses järjestuses").
3. samm: üldine kontrollimine ja kohandamine
Pärast kokkupanekut viige läbi üldkontroll, et kõrvalekaldeid õigeaegselt parandada:
● Sulgu alumise pinna tuvastamiseks kasutage taset: veenduge, et sulg oleks horisontaalne (horisontaalne kõrvalekalle ≤ 0,5 mm/m). Kui see on kaldu, reguleerige tihendid (asetage tihendid sulgude allosas; sunniviisilise painutamine on keelatud).
● Kontrollige rullüksuste paralleelsust: küna külgrullidrullgrupptuleks sümmeetriliselt jaotada keskmise rulli mõlemal küljel, paralleelse vigaga ≤ 0,3 mm/m (tuvastamine köie tõmblemismeetodi abil: tõmmake rullide mõlemas otsas sirge joon ja mõõtke rullide ja sirgjoone vaheline kaugus erinevus).
● Pöörake kõik rullid uuesti: veenduge, et kõik rullid pöörata paindlikult ilma "individuaalse segamise "ta. Kui on segane, lagendage ja kontrollige laagrite või võllide kokkupanekut.












